公開日: / 更新日:
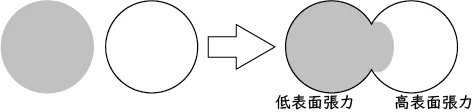
塗装のハジキとは、流動性のある塗料に、その塗料よりも低表面張力の要因物質が接触し、要因物質が塗料に引っ張られて広がり、その部分の膜厚が薄くなる現象です。また、未硬化状態の塗料ミストが塗膜上に落下し、塗膜中のシンナーによって溶解し、塗膜表面の塗料を押しのけながら溶解する場合もハジキ同様の現象となります。もちろん、自動車の塗装工程以外でもハジキは発生します。本ページでは塗装工程全般におけるハジキの発生事例や不具合事例とその原因を解説します。
一般に樹脂の射出成型製品を塗装する際には、成型時にスプレー塗布される外部離型剤と樹脂ペレット内に内包される内部離型剤の凝縮物質がハジキの要因物質としてあげることができます。外部離型剤は、後に塗装することがわかっていればペインタブル離型剤が通常使用されます。また、内部離型剤は外部離型剤を使用しなくてもよいように、予めペレット内に静電気対策に使用される帯電防止剤等と共に配合されます。 これら離型剤は、塗料膜厚よりも十分に薄くかつ微小であればハジキは発生しませんが、凝縮されて大きな凝集体になるとハジキを発生させます。
射出成型時において外部離型剤を使用する時は、型離れを良くするために複雑形状箇所やエッジ部に離型剤を平面部よりも念入りに多量塗布されることが多いです。また、内部離型剤による離型でも、射出成型機の立上初期段階や、金型の洗浄後においては成形物の型離れ性が劣るため、初期のみ型離れの悪い部分に少量の外部離型剤を塗布されることがあります。これら初期立上品や保管されていた成形品に外部離型剤ミストがふりかかったもので異常が発生することもあります。塗装工程だけでなく、射出成型工程、保管工程も確認することをお勧めします。
樹脂射出成型品表面に付着したゴミやホコリ等を除去するために、IPA(イソプロパノール)やワイピング剤(シンナー混合物)を布やスポンジ等に含浸させたもので成形品表面を拭き上げ洗浄している場合、シブキ状や、スジ状のハジキが平面に発生することがあります。シブキ状ハジキの発生個所は、作業者が布を成形品に当てた箇所と、止めた箇所と一致します。 この両箇所においては、ワイピング剤がシブキ状に残り、他の箇所に比べて汚れ成分が凝縮された状態となるためハジキが発生し易くなります。また、複数本のスジ状ハジキは平面によく発生します。 布に含ませたワイピング剤量が多く、拭きスジを伴ってワイピング剤が乾燥していくためです。
先にも述べた通り、予め樹脂に内部離型剤や帯電防止剤が練り込まれており、樹脂表面にワイピング剤が長く乾燥せずにとどまっていると、これら添加剤がワイピング剤中に抽出され、これが乾燥と共に凝縮されてハジキ物質となります。ワイピング剤含浸後の布を硬く絞り、洗浄作業においては成形品表面で布を止めずに作業することが必要です。ワイピング剤は、濡れ広がりやすく均一に乾燥する洗浄剤が必要です。 濡れ広がらずシブキ状に乾燥しウォーターマークが残るようなものは、ワイピング剤から見直すべきです。また、ワイピング剤中の汚れ濃度が高くなり過ぎないように、こまめな取替えが必要です。 IPAは高湿度の時やIPA中に水が15%以上混入(蒸発潜熱による結露水)すると、乾燥時に水が残り、塗料塗布乾燥後にウォーターマークとして視認されることがあるので注意を要します。
ワイピング布においては、繊維の材質、繊維の形状、編み方も重要であり、洗浄剤との相性を確認の上選定されるとよいです。
成型部門と、塗装部門の衣類を同一の洗濯機・乾燥機で処理されていると、成型部門の離型剤が塗装部門の衣類に付着することがあります。
塗装環境周辺には、ハジキ物質を含んでいることを知らずに使用され塗装品質に影響を与えるものが多数あります。
塗装におけるハジキ原因物質としてよく知られるシリコーンは、靴磨き用クリーム、ガラスクリーナー、消泡剤、車用ワックス、耐熱グリース、食用油等様々な製品に配合されます。 これら製品にシリコーンが使用されていることを理解し、対処することが必要です。
塗装作業開始時には下記のようなシリコーンが身体に付着したままですとハジキトラブルになる可能性があります。
| 身近なシリコーンの例 | 発生原因 |
|---|---|
| ワックス中のシリコーン | 車のワックスがけ |
| 靴磨きクリーム中のシリコーン | 革靴磨き |
| 櫛通りをよくするためのシリコーン | 整髪 |
| 印刷表面のシリコーン | 雑誌、折込チラシの閲覧 |
| ガラスクリーナー中のシリコーン | 事務所や現場の掃除 |
風向きが塗装現場の方向に向かっていて、微風で、雨が降っていない時に限って発生するハジキがあります。
| 身近なシリコーンの例 | 発生原因 |
|---|---|
| 揚げ物油中の消泡のためのシリコーン | 食堂・調理室の揚げ物用食用油 |
| 消泡剤中のシリコーン | クーリングタワーの消泡に使用される消泡剤 |
| フェニルシリコーン | 高温乾燥炉、焼付炉に使用される耐熱潤滑油・グリース |
| 廃油の中でも特に耐熱潤滑用途に使用されるフェニルシリコーン | 廃油ストーブ |
| 離型剤中のシリコーン | アルミダイキャスト工場 |
| 整髪スプレー中の櫛通りをよくするためのシリコーン | 休憩室・化粧室 |
補足:「石油ファンヒーターの周辺で整髪スプレーを使用しないで下さい」という注意書きは、整髪料に内包されるシリコーンが燃焼して炎センサーに影響するためです。 これらの要因物質発生個所と塗装ブースへの空気取り入れ口の位置関係についても調査されるとよいです。
ウェットオンウェット系塗料は、下塗りから上塗りにかけて、表面張力を低くし、後に塗装される塗料の濡れ広がりをよくする設計がされています。 最も表面張力が低いのは、トップコートとなります。
その設計は、塗料メーカーによっても異なり、同じトップコートでもメーカー間で表面張力の差があります。
A社、B社の塗料を用いて同一の塗装ブースで同時塗装した場合、塗装ブースの整備不良等に起因した気流の乱れに起因して塗料ミストが別メーカーの塗装面にふりかかってはじくことがあります。
ハジキが発生するのはA社・B社の内、表面張力の高い塗料に限定して発生します。 塗装ブース壁やロボット、ホース等に付着した半乾燥ミストがふりかかっても同様のハジキが生じます。
塗料メーカーに対して改善を求めるのではなく、塗装ブースの気流に関わるメンテナンスや、同時塗装を見直すべきです。
前述の通り、塗料メーカーは、下塗り、中塗り、上塗りの順に表面張力を低く設計しています。 下塗り、中塗りの一品を別の塗料メーカーの塗料で置き換えた時に、その上に塗布された塗膜にハジキが生じることがあります。 (下塗り、中塗り、上塗りの順に低表面張力にならなかったことに起因)
缶切り等の工具を用いて塗料缶を開封する場合で、缶切りに付着した塗料を洗浄除去せずに別の塗料缶に使用した場合、表面張力の低い塗料が表面張力の高い塗料に混入しハジキが発生することがあります。 じょうごも洗浄不良となった場合、同様にハジキを発生することがあります。
水系塗料(エマルジョン塗料)には、造膜助剤(水に溶解し難い溶剤)を添加してあり、この成分がプレヒートゾーンで気化し、クーリングゾーンの熱交換機の冷却部で結露し、液滴となったものが風で飛散して被塗物に付着すると、その後に塗装される塗膜にハジキが発生します。
一般にシリコーン系塗料・フッ素系塗料は表面張力が低く、未硬化塗料ミストもハジキ原因物質となります。 これらの塗料は専用ラインとすることが望ましいです。
消泡剤は、微量を何回かに分割して投入し、泡が消えればそれ以上は添加しないことが肝要です。
商品移送するための通函で、移送時に部品があばれないように新聞の折込チラシが充填されている場合、チラシが接触した箇所にハジキが発生した事例があります。
SUSメッシュは、編上工程でSUS細線が滑るように潤滑剤が塗布された状態で編上げられるため、これをシンナー等で洗浄除去する必要があります。
ハジキの要因物質の特定にあたり、どちらの表面張力が低いのか、またはじくか否かを見分ける必要があります。 液状で評価する場合と微小なミストを対象とした見分け方を紹介します。
| プレート上に直径10mm程度になるような量の各液体を、ガラス管を用いて2液滴が接するように清浄なSUS板上に塗布します。 (液滴の分取にプラスチック製のスポイトを用いてはなりません) 図の通り、表面張力が低い液体は表面張力の高い液体に引っ張られます。 (図ではグレーが低 白が高表面張力で、グレーの液体がハジキ要因物質となり易い液体と判断します) |
 |
| 30cm□程度の清浄なプレート上に黒またはシルバーメタリックの生塗料を塗りかけ、直ちにハジキの雰囲気に搬入し、不具合発生頻度に応じて数分間塗膜を観察します。 (シルバーメタリックの生塗料は最もハジキを確認し易く、黒塗料はブツを確認し易い) |
| 塗膜表面にエクボ(ハジキ)が発生したらハジキ原因物質が浮遊していると判断します。 |
 |
| どこからハジキ物質が発生しているか調査したい場合、このプレートをもって疑わしい場所に設置するとハジキが発生するか否かが判別できます。 また対処後改善されたか否かが判別できます。 プレートは放置後一定時間で回収後観察するのではなく、その場で塗料塗布直後から数分間表面観察します。 |
| ハジキが微小な場合、ハジキかブツかの判定が困難な時があります。 | |
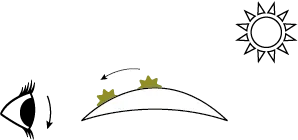
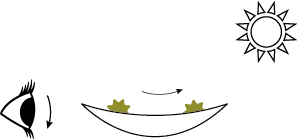
| 金属性のスプーンに棒状の蛍光灯照明を映し込み、スプーンを固定し目線を上下させて観察されると、凸は、目線を下げると映し込まれた棒状の蛍光灯照明が手前に移動し、凹は遠くに移動します。 この現象を理解して照明下で目線を上下させるとハジキかブツかの判定ができます。 |
|
|
|
 |
製品情報
|
|---|---|
 |
困ったときの解説ページ
|
| ご不明な点やお問い合わせがございましたら、下記のフォームよりご連絡ください。 お問い合せの内容によっては、ご返事までにお時間をいただくこともございます。 製品資料(SDS/安全データシートやTDS、取扱説明書など)がご入用の方は、「SDSなど製品資料の送付依頼はこちら」よりお問い合わせください。 |
|
| ‼ お問い合わせフォームからのセールス等は固くお断りいたします。送信いただいても対応いたしかねます。 ‼ | |
マイクロクリーナー、マークレス、パレットクリーナー、TK-PASTE、カケンスタット、化研テック HAシリーズ、KAKEN TECHは化研テック株式会社の登録商標です。

