- Company
- Products
- Technical report
- Indusrial cleaning
- Micro Joining and Assembly Technology
- Ultrasonic technology
- Trouble solution
- Cleaning
- Removing
- Attaching
- PCB Columns
Published on :
Section 6 Cleaning Chemicals
6.1 Stencil Cleaner
Yuki Akamatsu, Research and Development Department, Kaken Tech Shigeo Hori, CEO, Kaken Tech
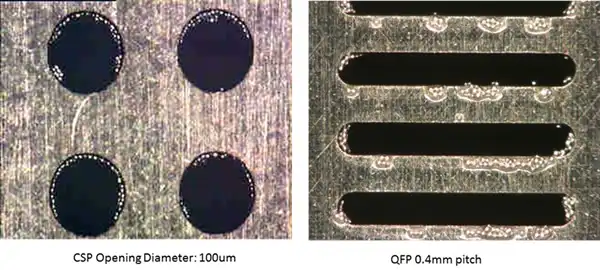
Application of solder paste in electronics packaging can be divided into dispensing, stencil printing, and pin transfer.1)Stencil printing is the most popularly used among them because of its highly productive efficiency. Recent trend of high-density packaging with finer pitches of circuit patterns and downsizing electronic components, namely the installation of 0603 chip or 0402 chip, places new demands that stencil openings in printing process become ever thinner and smaller. Cases increased with this trend in which residual solder paste and small solder balls on the aperture edges cause trouble in printing or packaging process, once again highlighting the importance of stencil cleaning.
In the first half, we will describe requirements for stencil cleaner and features of their each existing type. In the latter half, we will move on to explain cleaning methods that are commonly used in stencil cleaning.
Object of cleaning is solder paste residue on repeatedly used stencils. Stencils must be cleaned not only after everyday operation but also after certain times they go through the printing process, removing the solder paste accumulated on the openings thus to maintain the quality in printing and of the stencils themselves(Fig. 6.1.1).
The solder paste in use has improved its performance; its thixotropic agent shifted to that of higher melting point in order to prevent heat slump as it goes lead-free, and its activator demonstrating better wettability and stability in reflow process. Moreover, even better in their performance and increased in the amount, the thixo agent and activator adjusted to the recent stream of halogen-free and finer stencil pitches in often cases make cleaning much more difficult. Therefore one should reexamine the performance of the cleaner when switched to the newer types of solder paste even if no trouble has occurred in removing the residue in the conventional way.
The purpose of removing solder paste from stencils is to avoid the following problems that may occur during the printing process;
i. Inappropriate application of solder paste
Clogged apertures due to dried out solder paste cause insufficient application or of too much with dried paste being mixed into, making it unable to apply the proper amount of solder paste.
ii. Unnecessary application of solder paste
Clogged solder paste attached underneath the stencil (exposed to the substrate) may spread to end up causing soldering defects such as bridging.
iii. Contamination of lead into lead-free solder paste
If not properly cleaned, residual lead may contaminate lead-free solder paste even after the lead-free kind is installed.
In order to prevent the above listed problems, stencil cleaner should meet the following requirements and conditions;
i. High dissolvability of solder paste
Some manufacturers hand-wipe clean the stencils using brushes and rags with Isopropyl alcohol (hereafter IPA). In such cases stencils are seemingly cleaned because of the physical impact of hand wiping, even though IPA has low dissolvability of solder paste. However, with finer and smaller stencil apertures, the physical force becomes inadequate for covering the low dissolvability of the cleaner, causing inconsistent cleaning performance namely the solder paste residue on stencil openings.
The same can be said in cases when cleaned in cleaning equipment. Low soluble cleaner may deteriorate the cleaning performance or take longer cleaning time than necessary.
ii. Low impact on components
Stencil is a stainless or nickel plated metal tightly taped with a metal frame made of aluminum and such via combination.2) Except when the stencils are washed in cleaning equipment where only the openings are exposed to the cleaner, the cleaner is supposed to meet the contradictory conditions of high dissolubility and low impact on the combination or on the adhesive layer between frame and fixing tape. When the cleaner affects the adhesive layer between frame and fixing tape, deteriorated adhesiveness causes separation of the stencil or printing defects with lowered tension of the stencil.
iii. Human and environmental friendliness
As cleaner should be human- and eco-friendly as possible while satisfying the above-mentioned conditions, each chemical composing the cleaner other than water has a smell unique to its own. Although in general the working environment prefers cleaning chemicals with no or less smell, they may not necessarily be better for human or the environment. One should reconsider using especially those with no smell in terms of safety.
iv. Inapplicability to the related laws
Concerned parties shall adhere to the related laws including Ordinance on Prevention of Organic Solvent Poisoning in accordance with the Enforcement Order of the Industrial Safety and Health Law (hereinafter the Ordinance) and Law concerning Pollutant Release and Transfer Register (hereinafter PRTR Law) when applicable. The Ordinance requirements such as installation of local exhaust ventilation put additional costs to that of cleaning itself. Thus non-applicable cleaners are better in terms of cost effectiveness.
v. Total cost effectiveness
Total cost should be evaluated based on the liquid exchange frequency and recyclability considering the lifetime of the cleaner, determined by lower dissovability due to contamination, in addition to the price of the cleaner.
Stencil cleaner can be classified into following categories;
Most widely used is glycol ether based stencil cleaner.
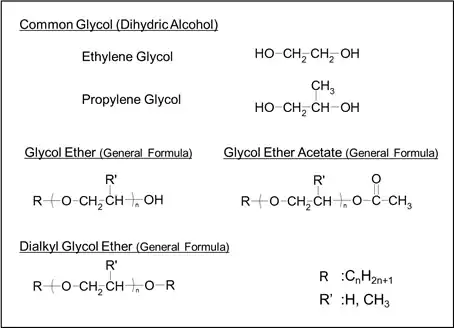
Fig6.1.2shows the structural formula of glycol and glycol ethers. These chemicals contain both lipophilic alkyl, lipotropic ether structure and hydroxyl group in their molecules. They have appropriate dissolvability in both nonpolar (lipophilic) compounds including rosin in soldering flux and polar (lipotropic) compounds of activator etc.
Generally speaking, ethylene glycol is widely used because of its lesser smell among others. However, some kinds of ethylene glycol with a low boiling point are strictly controlled in terms of their allowable concentration or under PRTR Law due to their possible reproductive toxicity and teratogecity in metabolism4) (Table 6.1.1). Propylene glycol has increased demands from the market despite of its slightly stronger smell, for its lesser reproductive toxicity and teratogecity compared to ethylene glycol. Dialkyl glycol acts as solubilizer in spite of its higher dissolvability among the three and low smell, since it is rather expensive.5)
Primarily the Fire Services Act categorizes glycol ether-based cleaners as hazardous because of their having a flash point, yet those with a certain ratio of water canceling the flash point can be classified as nonhazardous.
Many of those classified as hazardous dry relatively fast with the boiling point of 120-170 °C (248-338 °F) and can be used solely.
The nonhazardous cleaners that have no flash point because of the added water have a larger proportion of chemicals with a high boiling point, making them dry at a slower rate. Therefore they require adequate rinsing in order to dry out. Cleaning chemicals compounds with a high boiling point remains without volatilization in an adhesive layer of the stencil frame, undermining the adhesiveness to cause separation of the frame. Although some cleaners with chemicals with a low boiling point do not require rinsing, they have less dissolubility since they contain a good deal of water to set off the flash point. It is important to control the water concentration of the cleaners as even the nonhazardous may be classified as hazardous under the Fire Services Act once the water vaporizes to uncancel the flash point.6)
| Chemical & Structural Formula | Alias | Allowable Concentration stated by Japan Industrial Association (2010 Ed.) | TWA* (2010 Ed.) | PRTR Law | Ordinance |
| Ethylene glycol monomethyl ether Ch2-O-CH2-CH2-OH |
2-Methoxyethanol, Methyl cellosolve | 0.1ppm | 0.1ppm | Type 1 Designated Chemical Compounds | Type 2 Organic Solvent |
| Ethylene glycol monoethyl ether C2H5-O-CH2-CH2-OH |
2-Ethoxyethanol, Cellosolve | 5ppm | 5ppm | Type 1 Designated Chemical Compounds | Type 2 Organic Solvent |
| Ethylene glycol monomethyl ether acetate Ch2-O-CH2-CH2-O-CO-Ch2 |
2-Methoxy ethyl acetate, Methyl glycol acetate | 0.1ppm | 0.1ppm | Type 1 Designated Chemical Compounds | N/A |
| Ethylene glycol monoethyl ether acetate C2H5-O-CH2-CH2-O-CO-Ch2 |
2-Ethoxyy ethyl acetate, Cellosolve acetate | 5ppm | 5ppm | Type 1 Designated Chemical Compounds | Type 2 Organic Solvent |
| Ethylene glycol monobutyl ether C4H9-O-CH2-CH2-OH |
2-Butoxy ethanol, Butyl cellosolve | N/A | 20ppm | N/A | Type 2 Organic Solvent |
*8-hour Time Weighted Averages (TWA) are an average value of exposure over the course of an 8 hour work shift.
A worker may be exposed to a level higher than the TWA for part of the day as long as he is exposed to levels below the TWA for the rest of the day.
(Recommended by The American Conference of Governmental Industrial Hygienists)
Lower alcohol such as ethanol or IPA is popular in hand-wipe cleaning. Despite its less dissolvability compared to glycol ether cleaners, it is cost effective in terms of its price and also its recyclability meaning contamination can be removed by distillation. It requires, however, safety measures regarding its flammability with the low flashing point, since it falls under the category of the third group alcohol stated in the Fire Services Act. (Flash point of IPA: 11.7°C (53.1°F) measured by Continuous Closed Cup Flash Point measurement method)
In addition, IPA asks for measurements including concentration control in the working environment and local exhaust since it falls under Type 2 Organic Solvent under the Ordinance.
Hydrocarbon-based cleaners can be divided into paraffins, naphthenes, and aromatics from their chemical structures. Aromatic hydrocarbons have the strongest dissolvability of solder paste followed by naphthenes and paraffins. They also have a stronger smell than naphthenes, which smell relatively less than paraffins. The molecular weight and the boiling point range determine how fast they dry. Hydrocarbon-based may not demonstrate enough dissolubility depending on the type of solder paste while it is less expensive than glycol ether-based cleaners. It also requires measurements on explosion due to static electricity since it has a flash point and moreover, even those with a higher flash point can be easily electrified. Its impact on adhesive on the frame is larger than that of glycol ether or of alcohol, in proportion to the dissolvability of aromatics the highest, followed by naphthenes and paraffins.
Many of the highly soluble aromatic hydrocarbons have been subject to PRTR Law such as Toluene, Xylene and 1, 3, 5-Trimethylbenzyne (Mesitylene). Under the amended PRTR Law enforced from Oct. 2010, most of them are now regulated including newly added Cumene and 1, 2, 4-Trimethylbenzyne (Pseudocumene).
Ketone-based such as Acetone, Methyl ethyl ketone (MEK) and Cyclohexanone, and ester-based chemicals as in Ethyl acetate, Butyl acetate, and Ethyl lactate, solely or several components combined, are popular for hand-wipe cleaning because of their high dissolvability of synthetic resin. They have peculiar smell, however, are also highly volatile and extremely flammable. They largely impact adhesive on the frame as well.
Many of them are subject to PRTR Law and Type 2 Organic Solvent under the Ordinance or Fire Services Act, which demand appropriate usage and control in accordance with the laws.
1-Bromopropane (n-Propyl bromide) is the principal component of bromides-based cleaners currently in the market. 2-Bromopropane (Isopropyl bromide), its structural isomer which was previously popular, disappeared from the market owing to the arisen social problem that it may cause reproductive dysfunction. 1-Bromopropane-based cleaner is a colorless clear liquid heavier than water, nonflammable similarly to 1, 1, 1-Trichroloethane (chlorinated chemicals), and recyclable. Meanwhile, it requires considerate usage control below the working environment concentration control standard, for being classified as Type 1 Designated Chemical under PRTR Law.
Water-based cleaners include that of surfactant- and alkali agent-added-water and functional water of electrolyzed water and such.
While they have advantages of having no flash point, no volatile organic compounds, nor smell, they may need physical force assistance such as ultrasonic irradiation and high-pressure injection of the cleaner in order to maintain adequate cleaning performance, because in most cases they are less soluble to certain kinds of solder paste when compared to other chemical-based cleaners.
Alkali cleaners containing inorganic alkali of Sodium hydroxide and Potassium hydroxide demand safety measurements to prevent them from hurting human eyes and skin. When cleaning electrolyzed, deposited, or resin-treated stencils which the purpose of those to provide better printing with smoother release of solder paste and such, it should be noted that alkali in the cleaner may harm the coating. Meanwhile, when inadequately rinsed and exposed to PCBs, residual alkali on the stencil surface would cause metal corrosion or degrade the circuit characteristics.
Stencils can be cleaned hand-wiped with highly volatile cleaners such as IPA or with manual or automated cleaning equipment near printing process of packaging line.
Although hand wiping is inexpensive and easy to be done, it is highly problematic both in terms of cleaning performance and working environmental safety.
As for the cleaning performance, it is hard to completely clean spots namely micro aperture edges by hand, resulting in quality discrepancy largely depending on who to clean them. Moreover, hand-wiping may damage the shape of apertures or the stencil surface. Besides, it may cause working environmental problems since workers must operate in the chemical-filled atmosphere.
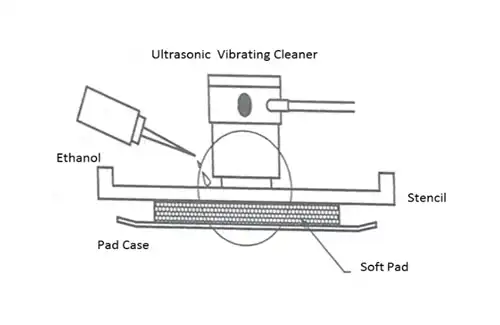
Some users who want cleaning performance without bringing in gigantic cleaners adopt cleaning spray, which cleans the stencils with chemical dissolvability and pressure of the spray, or small-sized handy ultrasonic cleaners (Fig 6.1.3)
As for the cleaning equipment, the market has several kinds depending on the cleaning methods; shower, soak into the cleaner and irradiate ultrasonic, and directly irradiate ultrasonic. Cleaning equipment must be able to provide a high cleaning performance while being eco-friendly and cost effective. The less cleaner the better since it cannot fulfill these conditions if a large amount of cleaner is necessary. Also the longer cleaning time causes more volatilization of the cleaner and harsher impacts on the frame due to longer exposure to the cleaning product.
Thus cleaning equipment must be designed to enable fast cleaning with a little amount of cleaner.
The mechanism of cleaning differentiates in each method. The most suitable cleaner must be chosen for the particular cleaning equipment. Followings are the representative cleaning methods;
Showering method uses an impinging force and dissolvability of the fluid by jetting cleaner to the object from nozzles. Concerns are that when cleaner covers the entire stencil the frame tape may come off, and when sprayed with high pressure the stencil may deform. Besides, the cleaning equipment should have suitable spray nozzles and a transporter of the nozzles or the stencils in order to prevent uneven spraying.
This is a method to soak the entire stencil into the cleaner and irradiate ultrasonic, where cavitation occurs when ultrasonic is irradiated into the cleaner. Although it varies on the size of the stencil, the more initial volume of cleaner in the tank, the closer attention is required on designated volume control of the hazardous cleaners. Oscillation of the stencils is necessary to make up the difference in cavitation impacts in the cleaning tanks in order to maintain consistent cleaning performance. Another possible concern is that the ultrasonic is likely to impact parts that do not require cleaning, including aluminum frame, aluminum tape and adhesive.
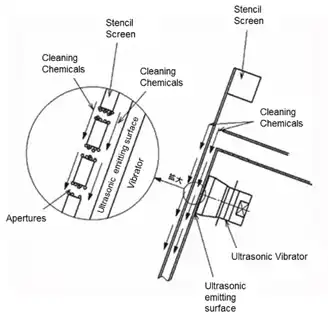
In this method cleaner acts as a liquid membrane as applied on the front and back of the stencils, transmitting ultrasonic onto the stencils. The amount of cleaner can be much less for it is only necessary for covering the stencil surface. This method of direct irradiation offsets the influence of distance on ultrasonic that its effectiveness weakens in inverse proportion to distance. Thus less than half the electricity brings about the same effect as in the immerseble ultrasonic cleaning. Moreover, it has other advantages including less impact on the stencils, less consumption of the cleaner and electricity, and less running costs.
Air blowing is popular in drying after cleaning or rinsing. Emission volume of volatile organic compounds is of the issue since much of the stencil cleaner compounds have the boiling point below 200°C while emissions are released via local exhaust. Cleaners should curtail volatile organic compounds, along with their emission control regarding the equipment.
Stencil cleaning asks for inclusive consideration not only on the cleaning performance of the subjected solder paste but also on the impacts on the stencils as well as the environment, and stencil quality after cleaning. It is not hard to imagine that higher cleaning performance along with finer pitches and less environmental burden will be in greater demand. One should considerately choose appropriate cleaner and cleaning equipment in order to meet these requirements.
1)Micro-Soldering Education Division, Japan Welding Engineering Society, Standard Micro-Soldering Technology 3rd ed. (Business and Technology Daily News, 2011), 114.
2)Japan Institute of Electronics Packaging, Dictionary of Electronics Packaging Technology (Kogyo Chosakai Publishing Co., Ltd., 2009), 609.
3)Japan Industrial Conference on Cleaning, Industrial Cleaning Checklist 2009 ed. (Japan Industrial Conference, 2009)
4)Kasuke Nagano et al, “Testicular Atrophy of Mice Induced by Ethylene Glycol Mono Alkyl Ethers,” Journal of Occupational Health (1979), 21. 29-35
5)Shigeo Hori, Ready-to-Use Cleaning Technology (Kogyo Chosakai Publishing Co., Ltd., 2001), 273.
6)Nahoko Imori, Fabricated Materials for Electronic Components April ed. (2000), 105.
7)Akio Inoue, Basics and Application of Electronics High Quality Screen Printing (CMC Publishing, 2011), 175.
 |
PCB Mounting Columns
| ||||
|---|---|---|---|---|---|
 |
Trouble solution
| ||||
 |
PCB Mounting Columns
 Technial report |  Technial report | |
| Please be as specific as possible in your inquiry. Depending on the contents of your inquiry, it may take some time for us to reply to you. If you need product documentation (SDS/safety data sheets, TDS, instruction manuals, etc.), please contact us via “Request for SDS and other product documentation” ※Sales message through the inquiry form are strictly prohibited. |
KAKEN TECH, MICROCLEANER, MICROCLEAN&MARKLESS and MARKLESS are trademarks of KAKEN TECH CO., LTD. in PRC.
KAKEN TECH is a trademark of KAKEN TECH CO., LTD. in the U.S..
