- Company
- Products
- Technical report
- Indusrial cleaning
- Micro Joining and Assembly Technology
- Ultrasonic technology
- Trouble solution
- Cleaning
- Removing
- Attaching
- PCB Columns
Published on :
In the electronics SMT industry, cleaning is the process of separating and removing foreign substances such as flux residue after soldering and residual solder paste on stencil masks from cleaned objects through physicochemical actions such as wetting, penetration, dissolution, peeling, and diffusion of cleaning agents.
Although it is possible to dissolve the object to be cleaned by simply immersing in the cleaning agent, it is common practice to heat the cleaning agent or apply physical actions such as liquid flow or ultrasonic waves to shorten the time and improve quality.
However, with the remarkable development of IT-related industries in recent years, mounting parts have become smaller and thinner, board circuits have become denser and finer pitch, and stencil openings used in the paste printing process have become smaller and finer pitch, and in addition, the composition of flux and solder paste itself is becoming more difficult to dissolve due to changes and improvements in composition, making cleaning more difficult than ever.
Under these circumstances, ultrasonic cleaning is one of the most effective cleaning methods. This paper introduces our stencil cleaning agents, flux cleaning agents, and cleaning systems, which have been widely used for ultrasonic cleaning applications in the market.
Dispensing, printing (using stencils), and pin transferring are some of the methods used to supply solder paste or paste flux to circuit boards. Among these, the highly productive printing method using stencils is still the mainstream. However, residual solder particles and polymer additives such as thixotropic agents in the flux remain on the edge of the stencil opening after printing, resulting in the following three main problem
① Poor solder paste supply
Solder paste buildup on the edge of the stencil aperture causes clogging, resulting in failure to supply the specified amount of solder paste.
② Excess adhesion to areas other than the solder paste supply area
Clogged solder paste can go around to the back side of the stencils (substrate side) and adhere to unnecessary areas such as insulating areas between terminals, causing solder bridges and other bonding defects.
③ Contamination with other types of solder paste
When switching solder paste types, if the type before the switch remains on the stencil, there is a possibility that paste with different solder grain size or metal composition will be mixed in after the switch.
In the past, stencil cleaning has been used to avoid such problems.
In recent years, chip components mounted on PCBs have become smaller and smaller, from Type 0402 to Type 0201, due to the spread of wearable products, etc. In response to this trend, the apertures of stencil have tended to become finer.
In addition, in order to perform solder joints corresponding to the micro-narrow pitch, it is necessary to use solder paste with a smaller solder grain size, so solder paste with solder grain size ranging from Type 4 (20 to 38 μm) to Type 6 (5 to 15 μm) has recently been developed.
While solder paste containing such small solder grains has good stencil release property, the paste tends to be drawn into the backside of the stencil during printing, making cleaning more necessary than ever before.
There is a need for a cleaning process that can maintain solder paste printing quality more reliably while addressing the increased difficulty of cleaning.
In some cases, stencil cleaning is still done by hand-wiping using highly volatile and flammable cleaning agents such as IPA.
However, as solder particles become smaller and stencil apertures become finer, it is difficult to maintain stencil cleanliness by hand-wiping, and more and more companies are starting to use cleaning equipments for productivity, safety, and environmental reasons.
In ultrasonic cleaning equipment, there is an "immersion method" in which the entire stencil is immersed in the cleaning agent and irradiated with ultrasonic waves. However, the amount of liquid required to immerse the entire stencil is large, and when using hazardous cleaning agents, it is necessary to carefully control the designated quantity. In addition, it was necessary to consider the effects of cleaning agents and ultrasonic waves on parts other than the area to be cleaned, such as aluminum frames and fixing tape adhesives.
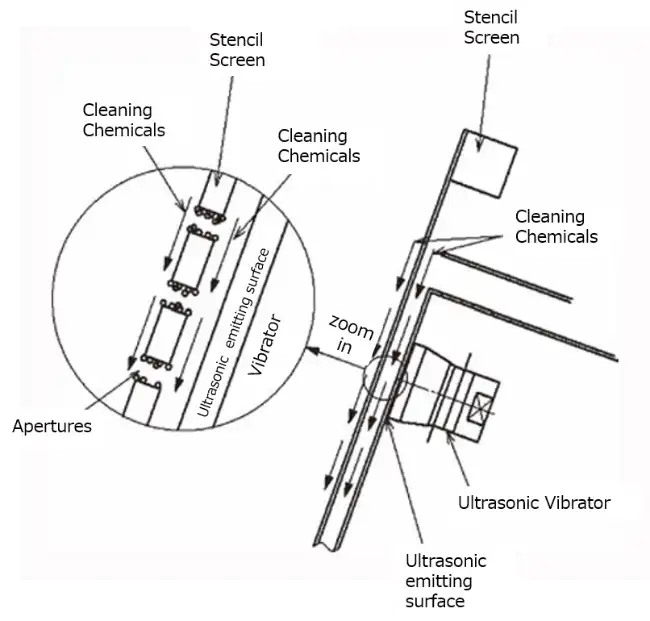
On the other hand, the "direct propagation method" proposed by SAWA Corporation, in which ultrasonic waves are directly applied to the stencil, the ultrasonic vibrations are directly transmitted to the stencil through a thin layer of cleaning agent flowing on the stencil surface to perform cleaning (Figure 1). The amount of cleaning agent used can be kept to a minimum, as only a small amount is required to be applied to the necessary areas on the front and back sides of the stencil. The difference in transmission speed of ultrasonic vibration between materials is used to create microcracks on the resin-adhered side of the interface between the stencil and solder paste, where the cleaning agent penetrates to peel off the adhered material. This makes it possible to clean the stencil without damaging it, and to clean even the smallest stencil apertures with a high degree of accuracy and evenness.
In addition, ultrasonic waves have a characteristic of energy attenuation in inverse proportion to the propagation distance, but by irradiating ultrasonic waves directly onto the stencil, the effect of distance can be eliminated. Therefore, not only can high cleaning power be obtained even with low power output, but also the consumption of cleaning agent and electricity can be reduced, resulting in lower running costs.
Even if there are innovations in the equipment, it is impossible to obtain good cleaning quality in the cleaning of stencil, which is becoming increasingly difficult, unless the appropriate cleaning agent is selected for the equipment and the object to be cleaned.
The stencil cleaning agent HA-4045U (hereinafter referred to as HA-4045U) developed by KAKEN TECH is a cleaning agent specialized for use in ultrasonic cleaning equipment. The high water content in the cleaning agent provides high ultrasonic wave propagation and low viscosity and surface tension (Table 1), and prevents air bubbles in the liquid from being trapped or stagnated, which would otherwise interfere with ultrasonic wave propagation. The physical action of ultrasonic waves can be effectively demonstrated for the removal of nondissolvable materials such as solder particles and difficult-to-dissolve polymer additives such as thixotropes and wax.
Table 1 General Properties of Low VOC Stencil Cleaning agent
| HA-4045U | |
| Specific gravity (20℃) | 1.0 |
| Boiling point ℃ | 100 or more |
| Flash point ℃ | Not observed |
| Surface tension mN/m (20℃) | 34 |
| Viscosity mPa·s (20℃) | 2.7 |
| Ozone depletion potential (ODP) | 0 |
| UN Class | 8 |
| UN No | 3267 |
| Packing group | Ⅲ |
Furthermore, the design of the formulation with enhanced ability to dissolve and diffuse contaminants in the liquid diffuses detached contaminants from the stencil surface and prevents reattachment of contaminants to the stencil due to their deposition or condensation in the liquid.
Also, volatile organic compound components, the release of which into the atmosphere has become a serious problem in recent years, can be reduced to less than 30% of the conventional level. Since it does not contain non-volatile components such as surfactants and has good drying properties on its own, a water rinse process after cleaning is not necessary, further reducing environmental impact.
In addition, HA-4045U has no flash point and very low odor, making explosion-proof construction of the equipment and odor countermeasures in the surrounding area unnecessary, which are major advantages.
Photo 1 shows the appearance of the stencil aperture after ultrasonic cleaning using HA-4045 with the Stencil Cleaning Equipment SC-AH100-LV (hereinafter referred to as SC-AH100-LV) manufactured by SAWA Corporation.
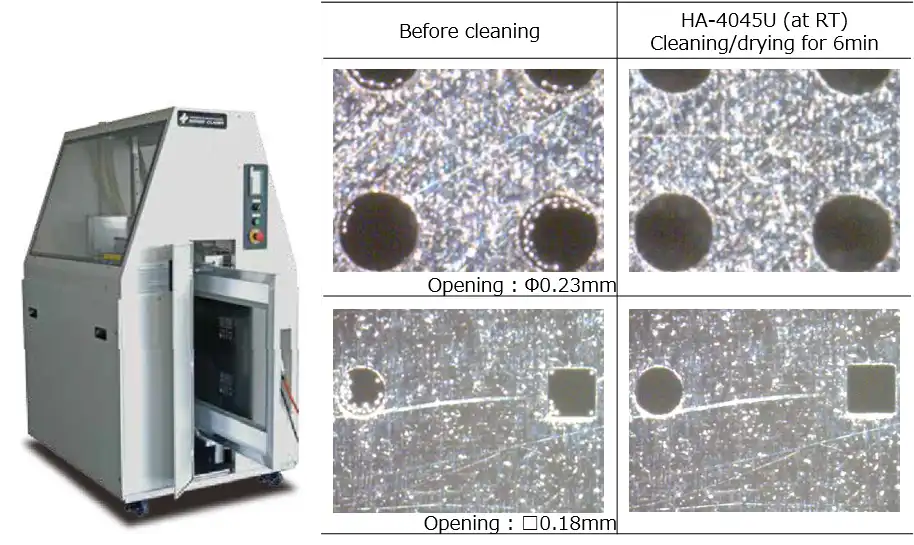
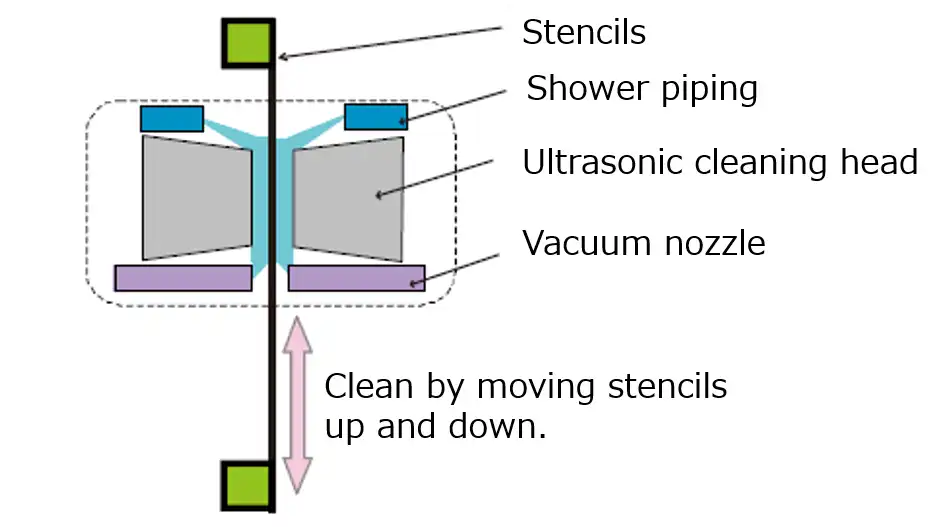
The SC-AH100-LV is a cleaning equipment that incorporates an ultrasonic cleaning head and vacuum drying nozzle in a single unit, making it possible to perform the cleaning and drying processes simultaneously (Figure 2).
By operating the HA-4045, which is specialized for use in ultrasonic cleaning, in combination with the SC-AH100-LV, a series of processes from cleaning to drying can be performed in about 5 to 6 minutes per stencil, even for stencils with lead-free solder adhered to them.
The SC-AH100-LV uses an ultrasonic cleaning head that sandwiches the front and back sides of the stencil and supplies cleaning agent only to the cleaning head, resulting in extremely low consumption of cleaning agent (50 to 70 ml/stencil) and no damage to the frame material.
Flux is an auxiliary material used to remove oxide film from PWB land, component electrode surfaces, and solder surfaces to ensure solder wettability when solder joints are made during the mounting process(2) . Flux is exposed to high temperatures of 200°C or more during the soldering process and undergoes complex chemical reactions that leave flux residue on the electronic circuit. Flux residue can cause product defects, such as inhibiting the curing of coating resin in subsequent processes, and can affect circuit characteristics due to moisture absorption over time, so it is desirable to remove the flux residue. The purpose of cleaning is to remove these flux residues and solder balls from the surface of the solder joint after mounting and to clean the surface.
In recent years, lead-free and halogen-free solder pastes have become increasingly popular. Although most of these pastes are designed with no-clean flux, there are still many requests for cleaning flux residue after mounting to ensure product reliability, such as wire bondability in the subsequent process and resin adhesion in the encapsulation process.
In addition, the trend is toward more difficult cleaning due to the modularization of product functions and the miniaturization of mounted components, resulting in higher-density wiring and finer bonding, as well as improvements in the corresponding solder pastes.
Recently, solder manufacturers have been improving fluxes to reduce voiding in die bonding pastes and flux splattering during reflow soldering. Flux improvements are related to countermeasures against air bubbles inside the solder generated during solder melting, and measures such as increasing the activity of the flux and adding flexible resins are seen. Increased reactive salts with metals and the addition of insoluble polymer resins cause difficult cleaning of the product after soldering.
Under these circumstances, the ultrasonic method is one of the most effective cleaning methods. In ultrasonic flux cleaning, the object to be cleaned is immersed in the cleaning agent, usually fixed to a cleaning jig, and irradiated with ultrasonic waves in the low frequency range (50 kHz or lower) to separate and remove flux residue from the object to be cleaned by the impact force caused by the cavitation phenomenon. In other words, the shock waves can physically peel off and disperse flux residue between narrow gaps where the cleaning agent does not penetrate sufficiently, or residue components that are hardly soluble in the cleaning agent. Furthermore, the ultrahigh pressure and high temperature brought locally and instantaneously into the liquid by the compression and bursting of cavitation bubbles significantly accelerates the chemical action of the cleaning agent (4), and the difficult-to-dissolve components in the flux residue can be quickly decomposed and dissolved.
However, depending on the substrate, ultrasonic irradiation may cause resonance breakdown of quartz crystal units or microcracks in microbump junctions, so the applicability must be evaluated in advance.
In addition, because the cleaning method makes maximum use of the cavitation phenomenon, cleaning performance is easily affected by environmental conditions.
For example, ultrasonic standing waves are less likely to be generated when the flow of media in the cleaning tank is strong, which is said to reduce the effectiveness of cavitation. In addition, when the circulation flow rate of the liquid is increased, the amount of dissolved oxygen in the liquid, which becomes an obstacle to ultrasonic wave propagation, also increases due to the entrapment of bubbles by the liquid feed pump. Therefore, the basic principle of cleaning is to use a slow liquid flow and keep the dissolved oxygen in the liquid as low as possible.
However, depending on the type of flux residue, the viscosity of the resin film may be so high that the peeling diffusion effect of ultrasonic propagation is diminished, and the expected cleaning performance may not be achieved. In such cases, it is necessary to increase the liquid circulation rate to create a concentration gradient around the contamination and increase the flux dissolution rate.
In order to achieve a higher cleaning performance in a shorter time with ultrasonic cleaning, it is important to increase the flux dissolution rate by utilizing the liquid flow while reducing dissolved oxygen and bubbles in the liquid.
The ultrasonic method of flux cleaning is based on the synergistic effect of the physical action of cavitation and the chemical action of the cleaning agent, and the selection of an appropriate cleaning agent is essential to improve cleaning efficiency.
The MICROCLEAN ECO series (hereafter "ECO series") of distillation-recyclable, one-liquid flux cleaning agents, which we succeeded in developing ahead of our competitors, are all used in a water-rich state, which not only reduces approximately 70% of VOC components during operation, but also makes them highly suitable for ultrasonic cleaning applications.
Water has a higher specific gravity than the organic solvents used as raw materials for flux cleaners, and the impact force generated by the cavitation phenomenon is greater. Furthermore, water is less likely to dissolve air than organic solvents, and the amount of dissolved oxygen, which inhibits ultrasonic propagation, can be reduced to 1/5 to 1/10 of that of organic solvents.
In addition, the chemical action of the cleaning agent generally increases with higher temperature. On the other hand, the cavitation phenomenon becomes less effective above a certain temperature because the increase in the number of cavitation cavities caused by the rise in temperature is offset by the decrease in impact force caused by the increase in gas pressure in the cavities. (6)
Therefore, the setting temperature of the cleaning agent should be changed depending on whether the emphasis is on chemical or physical action. In the case of water, it is known that the effect of cavitation phenomenon is highest at approximately 50°C.
In general, the operating temperature of water-containing flux cleaning agents is set at about 60-70°C to ensure solubility, while the ECO Series demonstrates high cleaning power at 50°C, thus maximizing both chemical and physical effects in the ultrasonic method.
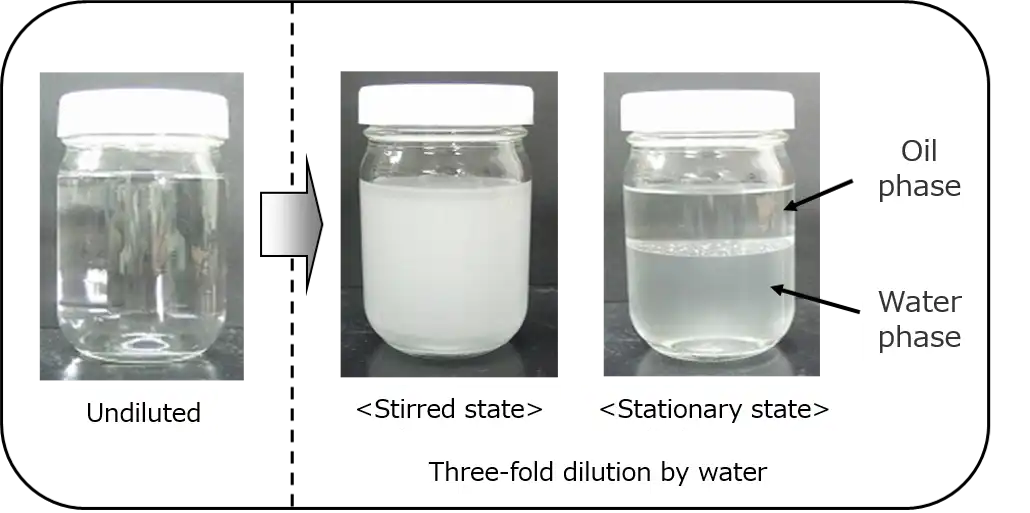
The ECO Series is designed to separate into an aqueous phase and an oil phase when diluted with water (Photo 2). The oil phase component (upper layer) dissolves the resin and diffuses it into the cleaning agent, while the aqueous phase component (lower layer) dissolves ionic substances and penetrates the interface between the flux residue component and the PCB to swell and separate the resin. During cleaning, the two separated phases, which have different roles, contact the flux residue alternately and continuously, thus enabling comprehensive removal of resin components such as lipophilic modified rosin and hydrophilic activator components. swWith these characteristics, the ECO Series can demonstrate high cleaning power at lower temperatures even for poorly soluble lead-free solder flux residues.
The general properties of MICROCLEAN ECO-3002, a representative product of the ECO series, are shown in Table 2. The surface tension of each liquid phase is much lower than that of water and similar to that of solvent type, allowing the liquid to penetrate even the smallest gaps and clean flux residues. In addition, the good draining and drying properties allow cleaning and drying to be performed in a one-liquid process without the need for a rinse agent. Furthermore, since no surfactants or other non-volatile components are used, there is no degradation of circuit characteristics due to surface hydrophilicity caused by residual surfactants on the substrate surface, and good cleaning quality is ensured after cleaning.
In addition, when diluted in water, it has no flash point and contains none of the 100 substances designated as VOCs by the Ministry of the Environment in Japan (Table 2).
| MICROCLEAN ECO-3002U | ||
| Stock solution | 3-fold dilution by water | |
| Specific gravity (20℃) | 0.89 | - |
| Boiling point ℃ | 160 or more | 100 or more |
| Flash point ℃ | 62 | 94 |
| Surface tension mN/m(20℃) | - | Oil phase 29 Aqueous phase 29 |
| Ozone depletion potential (ODP) | 0 | 0 |
The MICROCLEANER® ECO is a cleaning system developed to maximize the performance of the ECO Series, which is characterized by these features. Until now, we have accumulated a great deal of market experience with a cleaning system ( MICROCLEANER® ) that is equipped with a built-in continuous distillation system for recycling aqueous alcohol. Inheriting the features and advantages of this system, we have newly developed a Distiller (patented) that uses decompression distillation technology to enable stable continuous distillation of non-azeotropic multi-component cleaning agents, including water, and installed this Distiller in the cleaning system. This allows for constant use of clean liquid for finishing cleaning, thereby maintaining high cleaning quality. Furthermore, the system does not require periodic replacement of the entire amount of cleaning agent; it can be used simply by pouring in new cleaning agent to replace the reduced amount, thus reducing both the amount of cleaning agent used and the amount of waste cleaning agent generated. In addition, unlike conventional " MICROCLEANER®," this is a one-liquid cleaning system, eliminating the need for a rinse process and reducing the number of tanks, resulting in a more compact design (Photograph #3).

This paper introduces our low-VOC stencil cleaning agent and one-liquid flux cleaning agent, both of which are effective for ultrasonic cleaning.
In the field of cleaning in the electronics packaging industry, we have been quick to develop products that meet market needs such as lead-free solder and low VOC. We will continue to develop technologies that contribute to quality, cost, and the environment without being satisfied with the current status quo, and contribute to the field of manufacturing.
Keita Ishihara
(1)Editorial Committee on Microjoining and Assembly Technology: Microjoining and Assembly Technology, pp. 323-333, pp. 432-439
(2)The Japan Welding Engineering Society, Microsoldering Education committee: Standard Microsoldering Technology 3rd Edition, Nikkan Kogyo Shimbun, pp. 1-21, 71-78 (2011)
(3)Akamatsu: Ultrasonic technology, 26(1), pp.57-61 (2014)
Hatanaka: Journal of the Acoustical Society of Japan, Vol. 72, No. 4, pp. 193-200 (2016)
(5) Akamatsu: Electronic Materials, July, pp. 90-94 (2009)
(6) Watanabe: Air Cleaning, Vol. 9, No. 8, pp. 44-54 (1988)
From the January-February 2019 issue of Ultrasonic Technology
 |
Products information
|
|---|
MICROCLEANER®is a trademark of KAKEN TECH CO., LTD. in PRC.
| Please be as specific as possible in your inquiry. Depending on the contents of your inquiry, it may take some time for us to reply to you. If you need product documentation (SDS/safety data sheets, TDS, instruction manuals, etc.), please contact us via “Request for SDS and other product documentation” ※Sales message through the inquiry form are strictly prohibited. |
KAKEN TECH, MICROCLEANER, MICROCLEAN&MARKLESS and MARKLESS are trademarks of KAKEN TECH CO., LTD. in PRC.
KAKEN TECH is a trademark of KAKEN TECH CO., LTD. in the U.S..
