The applicable method and equipment used will vary depending on what you want to evaluate and with what degree of accuracy.
As we introduced in the last issue of "What is Flux Cleaning?", there are various flux cleaning methods. Regardless of the cleaning method chosen, it is necessary to check the flux cleanability after cleaning to ensure that the flux has been properly removed.
On this page, we will show you what evaluation methods are available.
Visual inspection
Although the results can be easily checked, the evaluation is qualitative and cannot assess invisible items such as ionic residues.
Observation with a stereo microscope
Evaluation target : Residues in general
The presence or absence of residues is visually confirmed by magnification with a stereo microscope or digital microscope. The results vary from observer to observer, and judgment requires skill.
It is used to check for contaminants that are not optically visible. Observation of organic materials requires proper adjustment of acceleration voltage, and also require skill; if an EDX (energy dispersive X-ray analyzer) is included, the characteristic X-rays generated by electron irradiation can be used to identify elements contained in the stains.
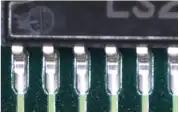
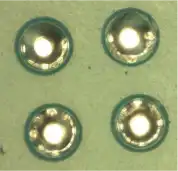
■Example of observation of solder bumps
The stereo microscope observation on the left does not show any residue, but the SEM observation on the right shows organic residue at the bump tip.
Observation under an optical microscope
Observation under SEM
Observation by near-ultraviolet light
Evaluation target : Rosin and fluorescent substances
Some components of natural rosin emit fluorescence when irradiated with near-ultraviolet light. Since the residue emits light, the presence or absence of flux residue can be qualitatively determined at a glance. Note that water-soluble fluxes, for example, may not contain fluorescent substances. It is difficult to distinguish residues on such as glass epoxy substrates that are themselves photosensitive.
Applicable for post-cleaning evaluation of final products. It can quantify residue, but is not suitable for identifying the location of stains or evaluating resin stains (non-ionic stains).
A method for converting the degree of contamination to NaCl from the change in conductivity when the ionic components remaining on the surface of the substrate after cleaning are extracted using a mixture of IPA and pure water = 75:25. This method has been used conventionally, and has been standardized and standardized values have been set by MIL and J-stantdard*.
Applicable to products after cleaning, etc. However, stains that are not soluble in water or IPA, the extraction solvents, will not be detected.
*MIL:United States Military Standard
A generic term for standards used to procure various supplies needed by the U.S. military.
*J-Standard:
J-STD-001 Requirements for Electrical and Electronic Assemblies to be soldered has been adopted worldwide as the international standard for soldering operations in the electronics industry.
A method to detect ionic substances by multiplying a liquid extracted from the target of evaluation by an ion column. Ionic substances (halogens and heavy metals) to be removed can be detected with high sensitivity, but those that do not ionize cannot be detected. Contaminants that do not dissolve in the extraction solvent, such as insoluble metal salts, may not be detected.
Elemental analysis
This is a qualitative analysis used to identify the origin of unidentified residues. In general, it is characterized by the high cost of analytical equipment and the skill required to analyze the results.
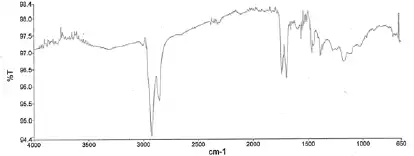
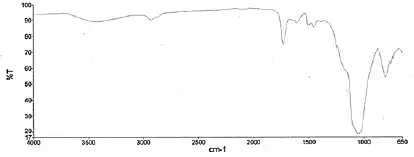
A method of irradiating light in the infrared region onto a target surface and analyzing the light absorption spectrum to estimate what kind of organic material is present on the surface. Measurement is relatively simple; however, substances that do not show IR absorption or stains that do not have thickness cannot be detected. It is very suitable for applications to identify what components are contained in the stain by comparing with existing data, but the results of IR analysis alone do not strictly identify even the molecular structure of the stain.
IR Analysis chart(Rosin)
IR Analysis chart(the surface of subsrate after flux cleaning)
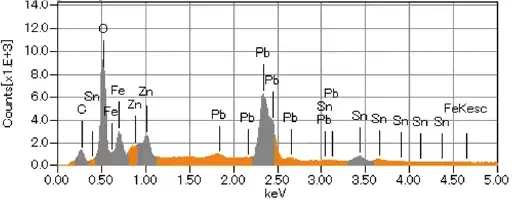
This is elemental analysis by means of characteristic X-rays generated from the object to be analyzed. The state of each element (single or compound) cannot be distinguished. It is necessary to be careful when analyzing because it reads information other than that of the topmost surface.
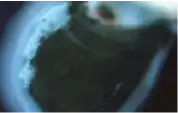
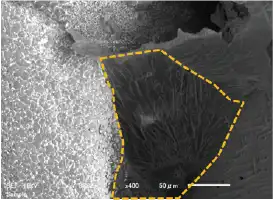
■Example of SEM observation image and EDX analysis of a workpiece after flux cleaning.
SEM Observation image
EDI Analysis result
EDX analysis of the foreign matter adhering to the solder surface (orange dotted line) revealed that the lead in the solder eluted and reacted during the cleaning process and precipitated.
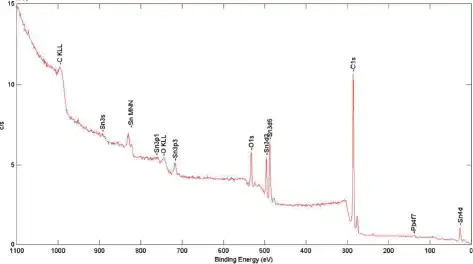
A method of elemental analysis using photoelectrons generated from an analyzed object. The state (number) of elements can be determined, making it possible to estimate compounds. It is also possible to read information only on the topmost surface.
■Example of XPS analysis chart of flux residue resin film
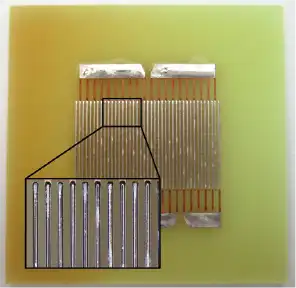
Evaluates insulation properties and the occurrence of migration by applying voltage to a comb substrate in a high-temperature, high-humidity environment. Generally, migration does not occur with no-clean flux, so this method is not suitable for cleaning evaluation.
■Comb substrates
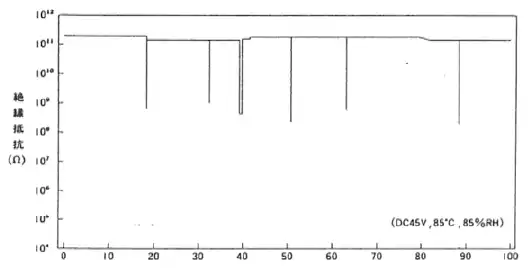
■Continuous measurement chart of surface insulation resistance during migration
Dielectric Properties Evaluation
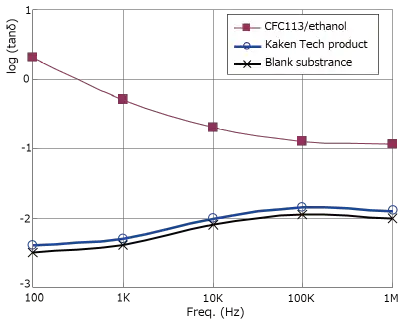
Contaminants such as salts and surfactants on the surface of electrical circuits after flux cleaning cause dielectric loss (tanθ) to increase due to moisture absorption by the salts and surfactants in a high humidity environment. Depending on the cleaning agent, the dielectric loss after flux cleaning may be worse than the initial value of the substrate. Therefore, it is necessary to select an appropriate cleaning method when cleaning electronic circuits.
■Table of dielectric loss measurements
The table on the right shows the dielectric loss measured under 97% RH after cleaning with CFC113/ethanol and Kakentech cleaning liquid.
■Evaluation Overview Solder paste for evaluation is baked onto JIS 2 type comb electrode and cleaned under the specified conditions. After that, it is left in a 97%RH environment for 1 hour in a moisture-absorbing state, and then applied to a precision LCR meter to obtain the dielectric loss value in the frequency range of 100Hz to 1MHz.
In addition to what flux is, its role, composition, and types, we will also explain the problems caused by flux residue left after soldering and how to prevent them.
Flux cleaning is a process to remove flux residue that is generated at the same time as soldering when mounting electronic components. This page explains why flux is cleaned, what cleaning methods are available, and what is required for efficient cleaning.
KAKEN TECH was one of the first companies to establish its own three key components in flux cleaning for electronic circuit mounting: "cleaning evaluation technology", "cleaning agents", and "cleaning equipment". We were among the first to anticipate the difficulties in flux cleaning in connection with the shift to lead-free and halogen-free solder, and our products, which we developed ahead of others, have already been well received by the market after many successful results.
MARKESS® is a trademark of KAKEN TECH CO., LTD. in PRC.
Please be as specific as possible in your inquiry.
Depending on the contents of your inquiry, it may take some time for us to reply to you.
If you need product documentation (SDS/safety data sheets, TDS, instruction manuals, etc.), please contact us via “Request for SDS and other product documentation”
※Sales message through the inquiry form are strictly prohibited.
KAKEN TECH, MICROCLEANER, MICROCLEAN&MARKLESS and MARKLESS are trademarks of KAKEN TECH CO., LTD. in PRC.
KAKEN TECH is a trademark of KAKEN TECH CO., LTD. in the U.S..